射出成形の現場で取り出しロボットが取付けできないケースと最適な取出方法
横走行タイプロボットでも首ふりタイプロボットでも、取出ロボットを成形機の台プレート部分に搭載することがほとんどです。
しかし、射出成形の現場では取り出しロボットを搭載できないケースがあります。
射出成形の基礎知識と課題解決については下記コンテンツをご覧ください。
射出成形とは|基礎知識と課題解決
ケース1 金型の上に機械装置がある
金型の上に機械装置があるなど、取り付けできない場合があります。「コア抜きシリンダ」「転写装置」「ねじ抜きシリンダ」「フープ送り装置」などが該当するケースが多いです。
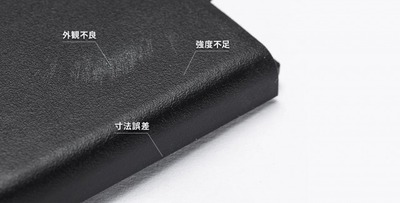
ケース2 「歪み」の問題
金型が小さく精密成形の場合、台プレート上のロボットが横走行することによる成形機の「歪み」の負荷でエジェクタピンが折れるなどの弊害がありえます。そのケースも取り付けできません。
最適な取出方法とは?
通常の方法では取り出しロボットを搭載できない。そんな場合のロボットの操作方法、取付け方法をご紹介します。
型開き完了で型内に進入する方法
横走行タイプを取り付けたい場合は台プレート上に搭載はしますが、型が閉まっている時の待機位置を型外に設定して、型開き完了で型内に進入する方法です。
または、アーム部分を金型センターから横方向にオフセットして取り付けて待機させる方法もあります。
台プレート上にどうしても付けられない場合は、成形機を跨いだ門型の取付け台を作成してその上にロボットを載せます。
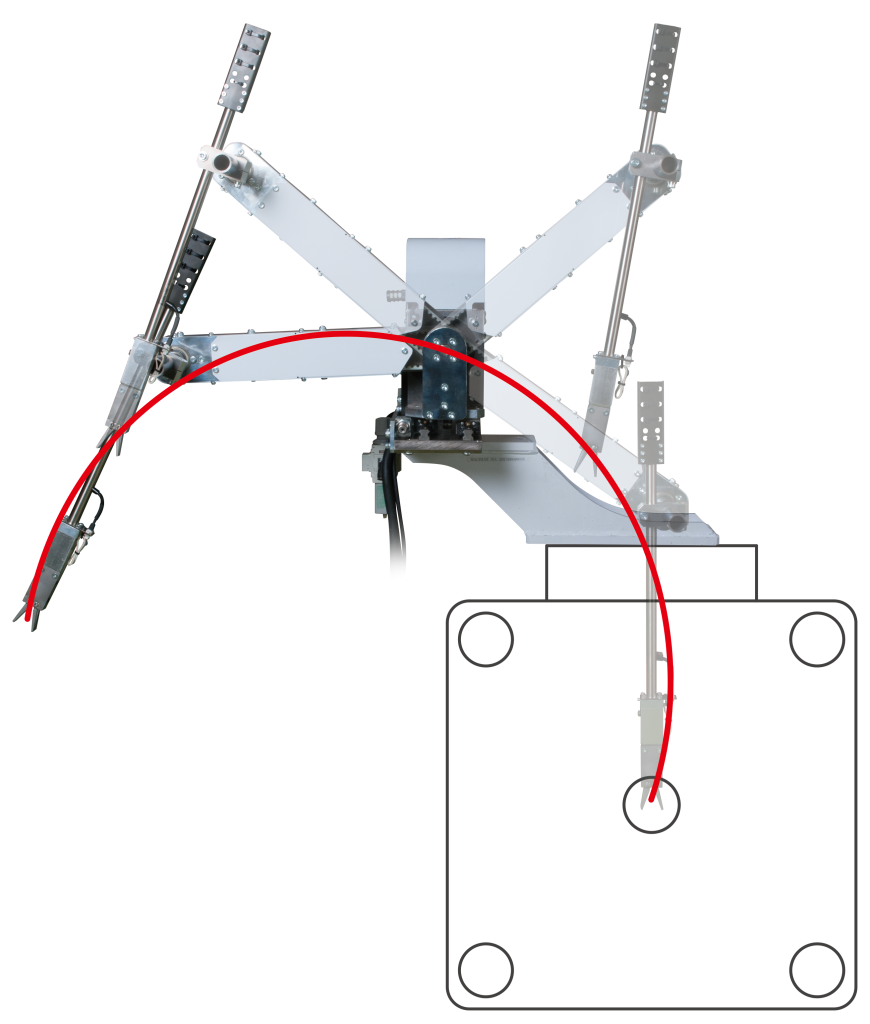
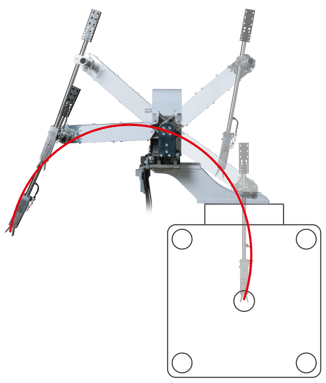
反操作側に自立するスタンドアローンタイプの取り出し装置
エジェクタなどの精密成形品を取り出す場合は、反操作側に自立するスタンドアローンタイプの取り出し装置があります。この機械の取付けの際には、反操作側の安全ドアは便宜上切り欠きを入れて、サイドエントリーのアームが型内に侵入しやすくします。
取り出した後は姿勢部が90度下方に反転して回収ボックスなどに開放します。横走行動作がなく、最小限の動作なのでサイクルも速く、精密成形品の高速成形にも最適です。
台プレートから型外にオフセットした位置になる様にロボットを取り付ける
横型成形機においてフープ送り装置が型上に装着されている場合は、台プレートから型外にオフセットした位置になる様に取付台を作成し、ロボットを取り付けます。
型が閉まっている場合は型外で待機して、型が開いたらスイング式のスプル取り出し装置でスプルをすばやく取り出して型外に排出します。
取り出し製品の関連記事をご覧ください
ダウンロード用資料をご利用ください
スイングタイプロボットと竪型射出成形機用取出ロボット
ダウンロード用資料の内容
射出成形品の取出し工程は取出しタイムを短縮することで、1ショットのサイクルタイムが大きく変わります。サイクルタイムや段取り時間の短縮、さらに、耐久性やメンテナンス性にも着目しているハーモの取出しロボットをご紹介しています。

お気軽にお問い合わせください
このような課題をお持ちの企業様はぜひご相談ください。
- 成形ラインの面積生産性を向上したい
- 射出成形品の取出しタイムを短縮したい
- 段取りを効率化したい
- 長く使える取出しロボットを探している
- メンテナンスが簡単な取出しロボットを探している
- 成形品の取り出し周辺について相談したい

取り出しロボットの関連記事
- 射出成形品の「取り出し工程」改善に貢献する製品と事例紹介
- 射出成形での面積生産性向上・省スペースを実現する縦走行ロボット
- 射出成形の自動化に役立つ動画集
- 射出成形工程・工場の省人化|記事まとめ
- 取出タイム2.1秒→0.8秒に短縮。サーボ駆動ロボットで射出成形の生産性アップ
- 射出成形とは|プラスチック成形の基礎知識と今後の課題
- RPAと射出成形|射出成形のRPAを推進する『トータルリンク』
射出成形の課題解決に貢献するコンテンツ
射出成形「樹脂不足」の課題解決コンテンツ
射出成形「人手不足」の課題解決コンテンツ
射出成形「自動化」の課題解決コンテンツ
成形不良の課題解決コンテンツ
射出成形とCO2削減・カーボンニュートラル
射出成形と自動車業界の関連コンテンツ
射出成形の原価低減に関するコンテンツ
射出成形の基礎知識に関するコンテンツ
取出タイムを35%短縮し、射出成形の生産性を向上
射出成形品の生産性向上において、サイクルタイムをいかに短くするかが重要です。ハーモではサーボ駆動タイプのスイング式取出ロボットをおすすめしています。
生産性向上を実現した成果事例をご紹介します。ぜひご覧ください。
小型成形機用ランナ取出ロボットのお問い合わせ
金型の上に機械装置がある、コネクタ等の微細成形品などの条件下では「小型成形機用ランナ取出ロボット」が最適です。詳しくはお問い合わせください。