● レポート
ハーモウェブセミナーレポート|品質改善!その成形不良は材料乾燥の問題では?

2022年5月24日(火)に開催したハーモウェブセミナー『品質改善!その成形不良は材料乾燥の問題では?』の動画といただいたご質問を掲載しています。成形不良でお悩みの成形企業様はぜひご覧ください。
ウェブセミナー資料をダウンロードできます
『品質改善!その成形不良は材料乾燥の問題では?』セミナーの資料をご用意いたしました。ダウンロードしてご活用ください。
ウェブセミナーの内容
クリックで該当部分にジャンプします
- 射出成形における成形不良の種類と原因
- 成形不良の対策と解決事例
① 乾燥不足による成形品の不良改善(シルバー・強度不足)『除湿乾燥機』
② 成形品の外観不良(くもり・黒点・白点・色むら)を改善『ヘリカルホッパー』 - 足利ショールームのご案内
- セミナー中にいただいた質問と回答
1. 射出成形における成形不良の種類と原因
成形品表面の欠陥による成形不良
★印 周辺機器で解決できる成形不良
シルバーストリーク(銀条)★
- 成形面の表面に銀白色のすじが発生する成形不良
- 【想定される原因】樹脂(ペレット)の予備乾燥不足
ひけ
- 成形品の表面の一部がへこむ成形不良
- 【想定される原因】金型密着表面の冷却の遅れ
ショートショット(充填不足)★
- 成形品の一部が欠ける成形不良
- 【想定される原因】成形機の能力不足、材料の流動性不足、ゲート断面積が小さい、成形品肉厚が薄い、ガス逃げ不良など、 溶融温度・金型温度が低い
ウエルドライン(ウエルドマーク)★
- 金型内で溶融樹脂が合流した箇所に線状跡が発生する成形不良
- 【想定される原因】樹脂の溶融温度が低い、金型温度が低い、孔箇所が多い、樹脂の流動性不足(位置の調整)
焼け、黒条
- 成形面に黒い変色や黒いすじが発生する成形不良
- 【想定される原因】射出圧力が強すぎる、成形温度が高すぎる、金型内の空気抜け不足
黒点・白点/色むら・くもり★
- 成形品に黒い点、透明成形品の白い点/有色成形品の色のくもりやむら
- 【想定される原因】再生材もしくは、輸送途中に発生する材料中の粉が原因/ガス、予備乾燥不足
ジェッティング
- 成形面のゲート箇所から蛇行した縞模様が発生する成形不良
- 【想定される原因】ゲートのサイズや位置、射出速度
フローマーク
- 成形面の表面にゲートを中心とした波状の模様が発生する成形不良
- 【想定される原因】樹脂の溶融温度、金型の温度が低い、射出圧力が低い、射出速度が遅い
すり傷
- 成形品の側面などにこすれた跡がでる成形不良
- 【想定される原因】抜き勾配の不足、成形品の投出時の傾きなど
成形品の変形と寸法不良
そり、曲がり、ねじれ
- 成形品の表面の一部がそりなどで変形する成形不良
- 【想定される原因】 成形時の残留ひずみ、成形収縮率の見込み違い
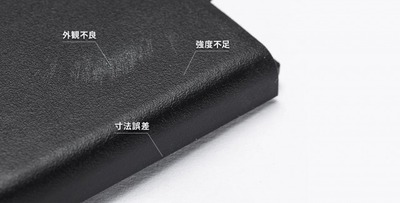
寸法不良★
- 成形品が設計図面の寸法公差内から外れる成形不良
- 【想定される原因】 成形収縮率の見込違い、予備乾燥不足、成形条件不良
成形品の割れによる不良
割れ・クラック★
- 成形品の一部が割れたり、ひびが入ったりする不良
- 【想定される原因】 材料の水分残りを要因とする加水分解による強度不足
白化
- 成形品の突出ピンの跡などが白く濁る不良
- 【想定される原因】 金型の逆勾配、突き出し時の力のかけすぎや傾き
クレージング
- 放置しておいた成形品の表面に細かなひび割れが出る成形不良
- 【想定される原因】 禍充填
層状剥離
- 成形品が層状に重なり、雲母のように剥がれる成形不良
- 【想定される原因】 成形条件が不適正、混ざり合わないプラスチック混入
2. 成形不良の対策と解決事例
① 乾燥不足による成形品の不良改善|シルバー・強度不足
.png?width=3308&name=%E4%B9%BE%E7%87%A5%E4%B8%8D%E8%B6%B3%E3%81%AB%E3%82%88%E3%82%8B%E6%88%90%E5%BD%A2%E5%93%81%E3%81%AE%E4%B8%8D%E8%89%AF%E3%81%AE%E5%8E%9F%E5%9B%A0%20(1).png)
除湿乾燥機
|乾燥不足による成形品の不良の原因
- シルバーストリーク
原因:樹脂(ペレット)の予備乾燥不足 - 割れ等の強度不足
原因:材料の水分残りを要因とする加水分解による強度不足 - 透明部分にくもり
原因:金型面の水や油分、各部の温度低下、ガス、予備乾燥不足
|成形品質を安定させるためのポイント
- -45℃の低露点(水分除去された)エアで、加水分解による劣化の抑制&強度安定
- 含水率の安定化で、成形品の寸法誤差を最小限に抑える
- 樹脂材料に含まれる水分が化学反応を起こす加水分解が原因で、樹脂成形品の強度が低くなる
- 露点温度空気中の水分量を示す値なので、低露点の空気であるほど乾燥している状態を作り出せる
- 徹底して除湿乾燥された空気(-45℃)を樹脂材料に注入することで、水分を飛ばし、樹脂成形品の成形不良を防ぐことができる
|除湿乾燥機と熱風乾燥機の比較(当社比)
.jpg?width=1038&name=%E9%99%A4%E6%B9%BF%E4%B9%BE%E7%87%A5%E6%A9%9F%E3%81%A8%E7%86%B1%E9%A2%A8%E4%B9%BE%E7%87%A5%E6%A9%9F%E3%81%AE%E6%AF%94%E8%BC%83%20(1).jpg)
- 除湿乾燥機と熱風乾燥機との乾燥精度は大きく差があります
- 含水率が安定することで、成形品の寸法誤差を最小限に抑えます
- さらに熱風ドライヤーより、約2時間早く成形可能な水分量まで除湿乾燥でき、生産性アップに貢献します
|除湿乾燥機 導入事例
お客様Aのケース
- ユーザー
自動車部品メーカー様 - お困りごと
ある製品の成形品でシルバーストリークが出て困っていた - 導入後
以前の乾燥機は不良が10%近く出ていた - MDRⅡに変えて不良率も本当にゼロに近い(3%くらい)
不良率が激減した
お客様Bのケース
- ユーザー
自動車部品メーカー様 - お困りごと
昨今、お客様の要求が車載部品を中心に厳しくなってきている状況
特にABSやPCの樹脂に関してはシルバーが外観的に出てしまう - 導入後
シルバー対策として除湿乾燥機を導入し、後は条件で解決する
除湿乾燥機は必需品という判断になった
必要な分だけ乾燥できるのもメリット
|除湿乾燥機その他のおすすめポイント
サイズダウンによる省スペース化(57%のサイズダウン)
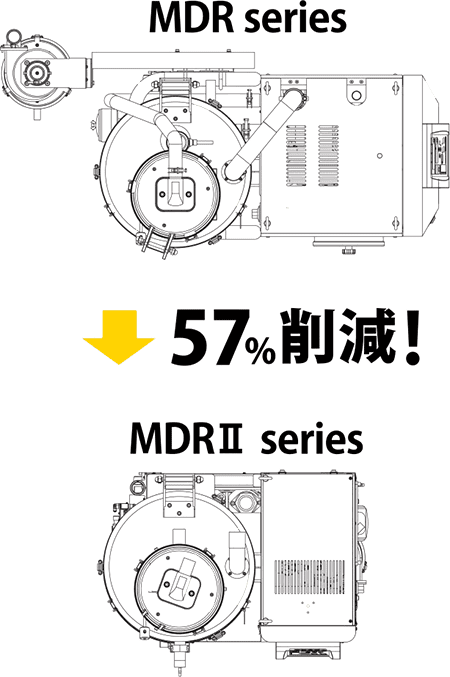
従来機のMDRシリーズに⽐べて50%短縮しました
- 集塵サイクロンをフレーム内に収めた設計で操作パネルは⾒やすく、操作しやすい⾼さにレイアウトされております
- 床占有⾯積は0.5㎡以下と従来機より最⼤約57%のサイズダウン
- 省スペースでも設置が可能のため、成形機とのスペースが狭い場所にも最適
メンテナンス効率化による⽣産性アップ

全て開く構造&透明フィルターカバー
- ドラムや蓋部分が露出して全て開く構造になっています
- 掃除の必要な場所が一目でわかります
- また、フィルターカバーを透明にすることで目詰まり状態が確認できたり、ダストボックスや排出部の取り出しも簡単で掃除がしやすい工夫が施されています
- 射出成形にかかる日常の清掃時間と段取り替えの短縮に貢献します
材料レベルセンサ(標準仕様)

移動できるレベルセンサが段取り替えを軽減
- 材料レベルセンサが移動でき、仕込み量を調整することができます。
- 少量⽣産の場合、⽣産終了後に残った材料を抜く作業がなくなるので、段取替えが軽減されます
⻑距離輸送対応のリングブロア(標準仕様)
- 全機種2⾺⼒リングブロワを標準搭載
- ⼯場環境により、成形機の近くに除湿乾燥機を置けない場合でも、⻑距離輸送に対応します
ハーモの除湿乾燥ユニットの貸し出し

ハーモの除湿乾燥ユニットを無料でお貸し出しして不良率改善のテストをしていただけます。除湿乾燥機の設置には弊社担当者がお伺いし、品質改善のサポートをいたします。お気軽にお申し込みください。
② 成形品の外観不良(くもり・黒点・白点・色むら)を改善/
ヘリカルホッパー
成形品の外観不良(くもり、黒点、白点、色むら)の原因
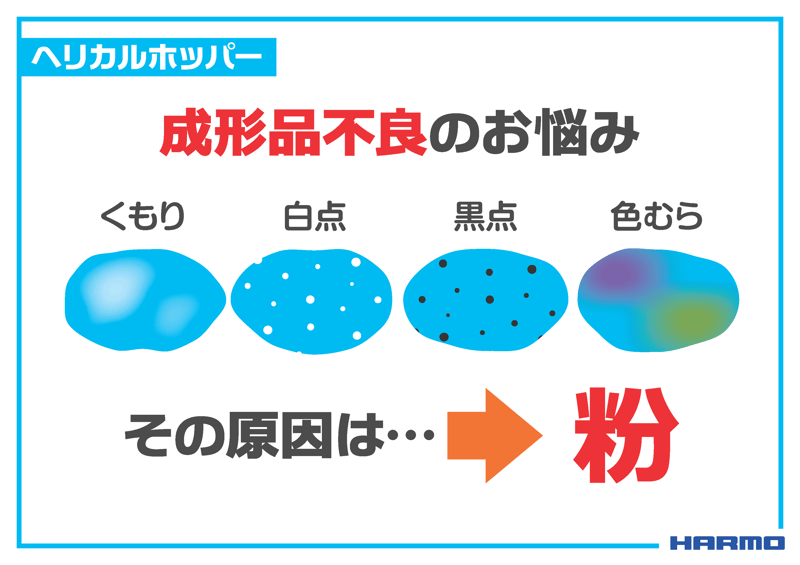
「粉の発生」が原因と考えられます
- 輸送中に原料袋の中で樹脂同士が接触する
- 樹脂がホッパー等で輸送される時の樹脂同士の接触
- スクリューに付着した炭化物が材料に混ざり込む(黒点の要因)
ヘリカルホッパーの構造・原理
「らせん気流」と「攪拌気流」の二つの気流
- 最初に輸送されてきた樹脂原料をホッパー内で回転させながら、上部のエア吸引口から微粉を捕集します。これが「らせん気流」です
- その後に、ホッパー下部から送られる「攪拌気流」により樹脂原料はホッパー内に再度送りこまれます
- この「らせん気流」と「攪拌気流」の二つの気流によって繰り返しホッパー内を行き来することで、樹脂原料の表面に付着する微粉をさらに徹底して除去します
- 樹脂原料をホッパー内で回転させながら微粉を上部のエア吸引口から回収します
- ホッパー下部から攪拌エアが送風され、微粉の除去を徹底的に繰り返します
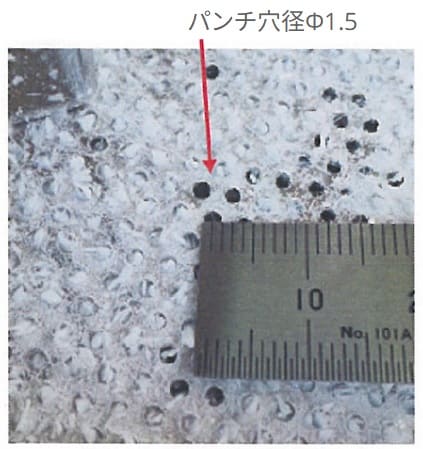
- この白い煙のようなものが微粉になります
- 上部に吸引されているのがわかります
- 一方、白い樹脂は上部のフィルターにぶつかって下に落ちているのが分かります
|ヘリカルホッパー 導入事例
お客様Aのケース
お困りごと
- 他社製品を使用
- 材料撹拌時に縦方向の気流の力を利用しているため、パンチングフィルターに材料が刺さりやすい
- 目詰まり発生頻度が高く、清掃回数も増えていた
ヘリカルホッパーが解決したこと
- ヘリカルホッパーは材料攪拌時は渦巻き回転のため、材料も刺さりにくい
- 楕円穴のパンチングフィルターの使用で、ヒゲも取りやすくなった
- 清掃時間の短縮に大きく貢献
ヘリカルフィルター
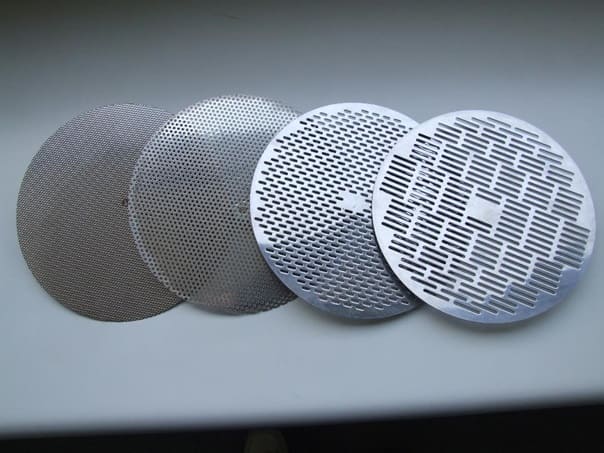
ハーモでは、さまざまなフィルターをご用意しておりますので、樹脂材料の種類に応じてお選びいただけます。
質問
樹脂の微粉以外のコンタミは取れますか?
回答
縦穴タイプのフィルターをお使いになれば、樹脂袋の紙屑や糸くずが取れ、混入が防げたといった事例があります。ヘリカルホッパーのお試しができますので、ぜひご利用ください。
ヘルカルホッパーの貸し出し

ハーモのヘリカルホッパーを無料でお貸し出しして不良率改善のテストをしていただけます。ホッパーの設置には弊社担当者がお伺いし、品質改善のサポートをいたします。お気軽にお申し込みください。
3. 足利ショールームのご案内
.jpg?width=1556&name=%E8%B6%B3%E5%88%A9%E3%82%B7%E3%83%A7%E3%83%BC%E3%83%AB%E3%83%BC%E3%83%A0%20(1).jpg)
足利営業所の1階にある足利ショールームでは、東日本のお客様を中心に製品を直接ご覧いただけるように準備しております。
足利ショールームの展示製品
トータルリンク
トータルリンクは取出機が温調機、乾燥機などの周辺機器と繋がり、モニタリングすることでこれまで人がチェックしていた進捗管理や監視を自動で行うことができます。射出成形における自動化・品質向上・コスト低減を実現します。
2軸サーボ駆動スイングタイプロボット EXZⅡシリーズ

取り出しタイム0.8秒、サイクルタイム2.1秒と、エア駆動タイプに比べて約60%短縮し、生産性向上に貢献します。あるお客様では生産性向上を理由にEXZタイプを200台以上購入していただいた実績があります。
除湿乾燥機 MDRⅡシリーズ

天気や湿度によって樹脂成形品の不良率変化にお困りの方は多いのではないでしょうか。乾燥不足による樹脂成形品のシルバー、強度、くもりなどの不良率を飛躍的に改善させたい方は、こちらの「除湿乾燥機」がお役に立ちます。
粒断機 SPCⅢシリーズ

「樹脂不足や樹脂価格の高騰を解決したい」という声にお応えするハーモの粒断機です。 「2億円のコストが削減できた」「リサイクル材が使えるようになった」など、樹脂再生材のリサイクル率向上と材料原価低減に貢献します。
カーボンニュートラル実現のためにもプラスチックのリサイクルは有効手段のひとつになります。 貸出機、サンプルカットサービスも実施していますので、ぜひお試しください。
足利ショールームでは、お客さまのお悩みに対する改善提案も一緒に行わせていただきますので、ぜひお近くのお客様はご利用ください。スタッフ一同お待ちしております!
4. セミナー中にいただいた質問と回答
Q. 除湿乾燥機のスペースが他社より小さいとのことですが、どれくらいの差がありますか?
A. C社に比べて若干劣りますが、業界最小クラスのスペースと言えます。
※㎡=床専有面積 ※2019年7月カタログ数値を参照
| ハーモ MDRⅡ-15F | A社-15kgタイプ | B社-15kgタイプ | C社-15kgタイプ |
| 0.4㎡ | 0.66㎡ | 0.4㎡ | 0.29㎡ |
| ハーモ MDRⅡ-25F | A社-25kgタイプ | B社-25kgタイプ | C社-25kgタイプ |
| 0.4㎡ | 0.66㎡ | 0.53㎡ | 0.29㎡ |
| ハーモ MDRⅡ-50F | A社-50kgタイプ | B社-50kgタイプ | C社-50kgタイプ |
| 0.43㎡ | 0.88㎡ | 0.58㎡ | 0.31㎡ |
| ハーモ MDRⅡ-75F | A社-75kgタイプ | B社-75kgタイプ | C社-75kgタイプ |
| 0.43㎡ | 0.88㎡ | 0.7㎡ | 0.51㎡ |
Q. 材料の粉によって白点、黒点が発生するのはわかるのですが、クモリや色ムラになる原因がわからないので、メカニズムを教えていただきたいです。|ヘリカルホッパー
A. ガスの発生がくもりや色むらの直接原因の一つに挙げやすいです
- ガスの発生がくもりや色むらの直接原因の一つに挙げやすいと思います
- ガスの発生原因の一つに「計量時間の不安定によるシリンダ内の材料の滞留時間が長いこと」があげられます
- 粉が多いとスクリューが材料を噛み込みしにくく滑ってしまうがゆえに、どうしても計量時間が長くなってしまいます
- ですので、粉の発生が少ない粒断機、また粉を取るヘリカルホッパーが成形品のくもりを防ぐ一つの解決策と考えています
このセミナーの動画をご覧いただけます
このセミナー資料をダウンロードできます
『品質改善!その成形不良は材料乾燥の問題では?』セミナーの資料をご用意いたしました。ダウンロードしてご活用ください。
成形不良についてお問い合わせください
成形不良などの問題は周辺機器の活用で解決できることが多々あります。射出成形周辺機器の国内唯一の総合メーカーであるハーモだからこその製品でお悩みを解決できるかもしれません。お気軽にご相談ください。