


.jpg?width=500&height=500&name=%E8%B6%85%E5%A4%A7%E5%9E%8B%E4%BB%95%E6%A7%98%7C%E3%82%A2%E3%82%A4%E3%82%B3%E3%83%B3%20(1).jpg)










%E3%83%9A%E3%83%BC%E3%82%B8%7C%E3%82%A2%E3%82%A4%E3%82%B3%E3%83%B3.jpg?width=500&height=500&name=_%E3%83%9B%E3%83%AB%E3%83%80%E3%83%BC(%E4%BD%9C%E8%A3%BD%E4%BE%8B)%E3%83%9A%E3%83%BC%E3%82%B8%7C%E3%82%A2%E3%82%A4%E3%82%B3%E3%83%B3.jpg)



.jpg?width=500&height=500&name=%E5%90%B8%E7%9D%80%E3%83%91%E3%83%83%E3%83%88%E3%81%AE%E3%82%A2%E3%82%A4%E3%82%B3%E3%83%B3%7C%E6%A0%AA%E5%BC%8F%E4%BC%9A%E7%A4%BE%E3%83%8F%E3%83%BC%E3%83%A2%20(1).jpg)



%7C%E6%A0%AA%E5%BC%8F%E4%BC%9A%E7%A4%BE%E3%83%8F%E3%83%BC%E3%83%A2.jpg?width=500&height=500&name=%E3%83%AF%E3%83%B3%E3%82%BF%E3%83%83%E3%83%81%E3%82%A2%E3%82%BF%E3%83%83%E3%83%81%E3%83%A1%E3%83%B3%E3%83%88%7C%E3%83%9B%E3%83%AB%E3%83%80%E3%83%BC%20(%E5%8F%96%E5%87%BA%E6%A9%9F%E5%81%B4)%7C%E6%A0%AA%E5%BC%8F%E4%BC%9A%E7%A4%BE%E3%83%8F%E3%83%BC%E3%83%A2.jpg)
%7C%E6%A0%AA%E5%BC%8F%E4%BC%9A%E7%A4%BE%E3%83%8F%E3%83%BC%E3%83%A2.jpg?width=500&height=500&name=HC15BPX%7C%E3%83%AC%E3%83%90%E3%83%BC%E3%83%81%E3%83%A3%E3%83%83%E3%82%AF(%E3%83%95%E3%82%A3%E3%83%B3%E3%82%AC%E3%83%BC%E3%83%84%E3%83%BC%E3%83%AB%E4%BB%98)%7C%E6%A0%AA%E5%BC%8F%E4%BC%9A%E7%A4%BE%E3%83%8F%E3%83%BC%E3%83%A2.jpg)




除湿乾燥ユニット
MDRⅡシリーズ
徹底した除湿乾燥で不良率を改善



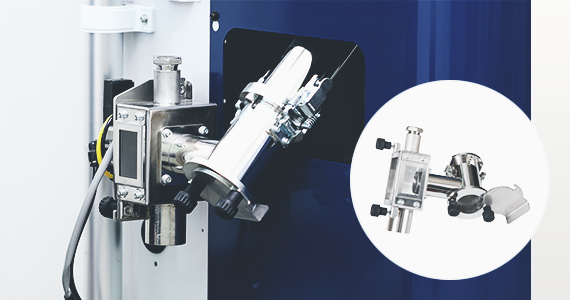
加⽔分解を抑制&強度安定
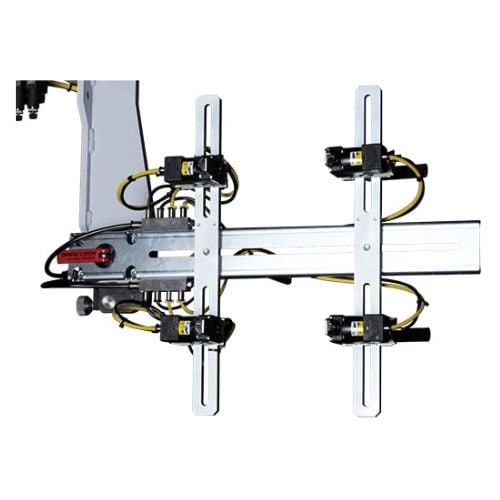
排出部には、材料パージ弁が標準装備されており、材料輸送時にホース内に材料残りがありません。(空送り時間を調整できます)

露点チェッカ
空気の乾燥状態が⼀⽬でわかる露点チェッカを正⾯に設置し、点検確認を簡単にできるようにしました。


.jpg?width=1600&height=900&name=%E3%83%87%E3%83%A2%E6%A9%9F%E3%81%AE%E8%B2%B8%E5%87%BA%7C%E9%99%A4%E6%B9%BF%E4%B9%BE%E7%87%A5%E6%A9%9F%7C%E6%A0%AA%E5%BC%8F%E4%BC%9A%E7%A4%BE%E3%83%8F%E3%83%BC%E3%83%A2%20(1).jpg)

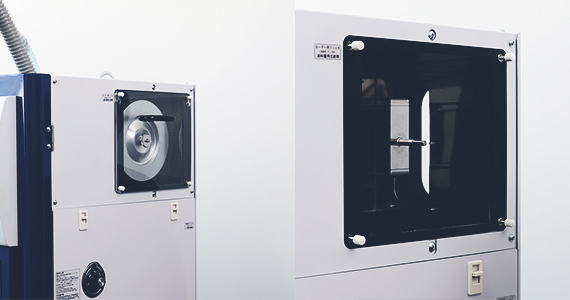


セパレータのメッシュ形状をなくすことにより、清掃性が向上しました。



.png?width=447&height=351&name=%E9%99%A4%E6%B9%BF%E4%B9%BE%E7%87%A5%E3%83%A6%E3%83%8B%E3%83%83%E3%83%88MDRII%E3%81%A8%E3%83%88%E3%83%BC%E3%82%BF%E3%83%AB%E3%83%AA%E3%83%B3%E3%82%AF%20(1).png "除湿乾燥ユニットMDRIIとトータルリンク (1)")





製品仕様
MDRⅡ シリーズ
| MDRⅡ-15F(-HG) | MDRⅡ-25F(-HG) | MDRⅡ-50F(-HG) | MDRⅡ-75F(-HG) | |
|---|---|---|---|---|
| 除湿発生器露点 (℃) | -45以下 ※1 | -45以下 ※1 | -45以下 ※1 | -45以下 ※1 |
| 除湿方式 | 高分子分離膜方式 | 高分子分離膜方式 | 高分子分離膜方式 | 高分子分離膜方式 |
| 乾燥温度 (℃) | 80~150 | 80~150 | 80~150 | 80~150 |
| 乾燥ブロワ 風量(50/60Hz)(㎥/min) | 3.2/3.7 | 3.2/3.7 | 6.4/7.1 | 9.5/10.6 |
| 乾燥ブロワ 静風圧(50/60Hz) (KPa) | 0.4/0.61 | 0.4/0.61 | 0.63/0.91 | 0.91/1.3 |
| 乾燥ブロワ 電動機出力(kw) | 3相0.05 | 3相0.05 | 3相0.15 | 3相0.3 |
| 乾燥ヒーター(kw) | 2.0 | 3.0 | 5.4 | 5.4 |
| 乾燥ホッパー(材質SUS)最大仕込み容量 ※1(ℓ) | 25(15kg) | 42(25kg) | 83(50kg) | 125(75kg) |
| 乾燥ホッパー(材質SUS)調整範囲 ※1 (ℓ) |
17~25 (10~15kg) |
25~42 (15~25kg) |
42~83 (25~50kg) |
42~125 (25~75kg) |
| 輸送ブロワ 風量(50/60Hz)(㎥/min) | 3.5/4.2 | 3.5/4.2 | 3.5/4.2 | 3.5/4.2 |
| 輸送ブロワ 静風圧(50/60Hz)(KPa) | 15.0/20.0 | 15.0/20.0 | 15.0/20.0 | 15.0/20.0 |
| 輸送ブロワ 電動機出力 (kw) | 1.5/1.75 | 1.5/1.75 | 1.5/1.75 | 1.5/1.75 |
| 必要圧縮エア圧力 (MPa) | 0.5以上 | 0.5以上 | 0.5以上 | 0.5以上 |
| エア消費量 標準モード (ℓ/min) | 85 | 125 | 170 | 215 |
| エア消費量 エコモード (ℓ/min) | 51 | 75 | 102 | 129 |
| 循環側フィルタ 材質 |
セルロース系繊維 化学繊維 |
セルロース系繊維 化学繊維 |
セルロース系繊維 化学繊維 |
セルロース系繊維 化学繊維 |
| 循環側フィルタ ろ過性能(μ) | 10相当 | 10相当 | 10相当 | 10相当 |
| 輸送側フィルタ 材質 |
セルロース系繊維 化学繊維 |
セルロース系繊維 化学繊維 |
セルロース系繊維 化学繊維 |
セルロース系繊維 化学繊維 |
| 循環側フィルタ ろ過性能(μ) | 10相当 | 10相当 | 10相当 | 10相当 |
| ホース径 エア吸引管径 (mm) |
標準仕様 φ38 ヘリカル仕様 φ38 /φ50 |
標準仕様 φ38 ヘリカル仕様 φ38 /φ50 |
標準仕様 φ38 ヘリカル仕様 φ38 /φ50 |
標準仕様 φ38 ヘリカル仕様 φ38 /φ50 |
| ホース径 材料吸引管径(mm) | φ38 | φ38 | φ38 | φ38 |
| 乾燥機側輸送ホッパー 有効容量(ℓ) | 3.5 | 3.5 | 3.5 | 3.5 |
| 電源電圧(V) |
三相AC200 (50/60Hz) |
三相AC200 (50/60Hz) |
三相AC200 (50/60Hz) |
三相AC200 (50/60Hz) |
| 定格電流 (A) | 18 | 17 | 25 | 25 |
| 消費電力 (kw) | 3.55/3.8 | 4.55/4.8 | 7.05/7.3 | 7.2/7.45 |
| 温度調節器 制御方式 | PID制御 | PID制御 | PID制御 | PID制御 |
| 温度調節器 センサ入力形式 | K(CA) | K(CA) | K(CA) | K(CA) |
| 成形機側輸送ホッパー(標準仕様) ホッパー形式 ※2 | Gホッパー50 | Gホッパー50 | G50 / G100 | Gホッパー100 |
| 成形機側輸送ホッパー(標準仕様) 容量(ℓ) | 1.7 | 1.7 | 1.7 / 7 | 7 |
| 成形機側輸送ホッパー (ヘリカル仕様) ホッパー形式 ※2 |
HG50 ヘリカルホッパー |
HG50 ヘリカルホッパー |
HG50 / HG100 ヘリカルホッパー |
HG100 ヘリカルホッパー |
| 成形機側輸送ホッパー (ヘリカル仕様) 容量(ℓ) | 4.9 | 4.9 | 4.9 / 5.6 | 5.6 |
| 製品重量(kg) | 168 | 175 | 189 | 195 |
| MDRⅡ-15F(-HG) | MDRⅡ-25F(-HG) | MDRⅡ-50F(-HG) | MDRⅡ-75F(-HG) |
※1 供給エアの状態により異なります
※2 仕込み量(ℓ)はABSバージンペレット見掛比重0.6の場合です
※3 50Kは標準仕様、Gホッパー50又は100 ヘリカル仕様、HG50又はHG100 ヘリカルホッパーの選択が可能です。
取出ロボットの定期点検をお薦めします
安定生産のためにハーモがサポート
取出ロボットの急なトラブルを未然に防ぐためには、定期的な点検による予防保全が不可欠です。ハーモのサービス担当がお客様の取出ロボットを定期的に点検し、必要な部品交換や修理をご提案いたします。
また、成形現場の自動化や射出成形機の安全規格である『JIS B6711』の改訂など、プロならではの視点でお客様の生産に役立つサポートをいたします。お困りごとがございましたら、お気軽に担当各営業所にご相談ください。

取出ロボット点検診断サービスのお問い合わせ
射出成形に関するコンテンツ
射出成形について
射出成形の原理、基本機構、成形工程、成形機の種類、プラスチック樹脂の種類など、プラスチック成形にまつわる基礎知識をまとめています。詳しくは下記ページをご覧ください。
樹脂不足について
樹脂不足や樹脂価格高騰などの環境変化は射出成形加工業者様にとって大きな課題です。代替品樹脂の検討やリペレット化の推進、リサイクル率向上など、詳しくは下記ページをご覧ください。
成形不良について
株式会社ハーモでは射出成形の不良対策にお応えしています。成形周辺機器を工夫することで不良改善を実現し、品質向上を目指せることもあります。お気軽にご相談ください。詳しくは下記ページをご覧ください。
ゲートカットについて
ニッパ専門家に取材した射出成形のゲートカットの基礎知識のほか、待機ニッパによるゲートカット位置設定の課題 、ワンタッチ待機ニッパなど、段取り時間短縮についてまとめています。詳しくは下記ページをご覧ください。